摘 要:批量生产过程已成为现代工业生产过程的一个重要分支,美国仪表学会(ISA)在1995年7月针对批量控制制定了专门的标准ISA S88。本文从分析S88所定义的技术术语和模型出发,重点对过程模型、物理模型和程序模型进行了解读,吸收其配方与设备控制程序相互分离的核心思想,提出了批量控制系统在建模时组件的定义原则,并以环球360公司发的UWinBatch配方软件在某间歇性生产活性剂的精细化工装置为例,搭建了一个全自动化的DCS批量控制系统,取得了良好的运行效果。
关键词:批量控制 S88标准 DCS 建模 配方
背 景
随着近年全球经济的发展和现代工业的日新月异,批量生产过程已成为现代工业生产过程的一个重要分支,特别是在精细化工生产中已被广泛采用,随着精细化工产业的快速发展,在产业结构上出现了明显的变化,即由大批量、少品种生产方式向小批量、多品种生产方式转变,并需要根据市场的变化及时调整产品种类。面对这些新的生产变化,原有的批量控制遇到了一些技术难题。首先,数量多达几十种甚至上百种的原料和产品令配方的复杂程度大大增加了,原有批量控制器的处理能力无法满足要求;其次,产品种类的不断调整,导致配方程序修改的难度和工作量都有所增加。同时,随着工业自动化过程控制理论和计算机技术的不断发展,对于工业控制功能集成化、标准化的要求也越来越高。
美国仪表学会(ISA)在1995年7月针对批量控制制定了专门的标准ISA S88。1997年8月,它被国际电工委员会IEC采纳定为国际标准。该标准定义了一系列的技术术语和模型,以满足批量生产厂的控制需要,也让批量控制的发展步入一个崭新的台阶。
一、S88标准定义的技术术语
S88定义了一整套的术语和模型,用于描述批量生产厂家的控制要求,这种国际标准的程序、物理和过程模型及术语强调优良的工厂设计和操作实践。标准定义了60多条术语,包括批量过程、过程、批量、单元、配方等。批量过程是:定质、定量的原料用1台或多台设备在规定时间内经过一系列的处理过程,得到定制定量的产品的过程;它不同于离散量控制,也不同于连续量控制。标准还定义四种类型的配方:通用配方(general recipe)、工厂配方(site recipe)、主配方(master recipe)和控制配方(control recipe),其中控制配方由批量控制服务器实施执行,完成一次批量生产,它包含了某一特定批量生产与产品相关的所有信息。其它术语的定义读者可以参考相关文档资料,这里不再一一叙述了。
二、S88标准定义的三种模型
批量控制系统标准ISA S88,定义了过程模型、物理模型和程序控制模型,虽然三者从不同角度描述了批量过程,但它们是相互关联的。程序控制模型中的元素与物理模型中的相应元素相结合,便实现了过程模型中相关的生产任务。三种模型间的关系见图1。
过程模型把批量过程分为过程(process)、过程阶段(process stage)、过程操作(process operation)和过程动作(process action)四个部分。过程动作是批量过程中最小的加工活动;过程操作是由一个或几个过程动作组成的比较大的加工活动,它通常会使待加工的物料发生化学或物理变化;过程阶段是由一个或几个过程操作组成的、相对独立的加工活动;过程由一个或几个过程阶段组成,最终完成一次批量生产。

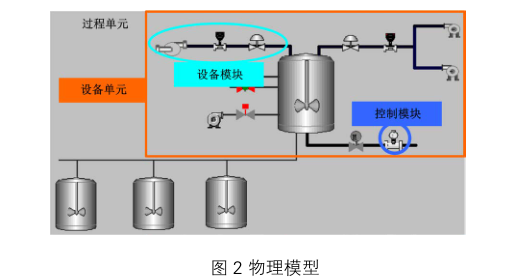
物理模型用来描述批量生产中的设备,分为过程单元(process cell)、设备单元(unit)、设备模块(equipmentmodule)和控制模块(control module)四层。其中,控制模块由一组传感器、激励装置和其他控制模块组成,完成一个基本的控制活动;设备模块由完成一个简单任务的某些控制模块组成;设备单元由生产过程中完成某一特定任务的设备模块和控制模块构成;过程单元则包括批量生产中所有的生产操作设备和辅助操作设备。物理模型如图2 所示:
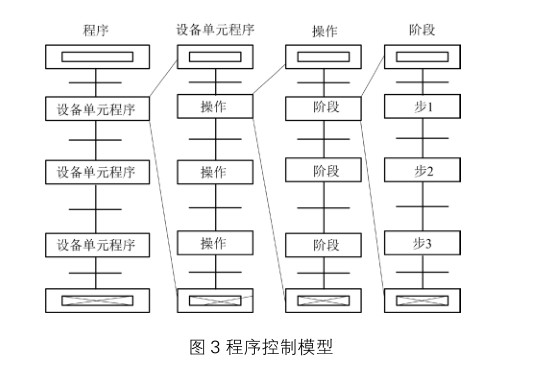
在批量生产中,产品的加工是按配方规定的顺序及操作参数进行的。配方由批量执行机构实时执行,它包含某一特定批量生产中与产品相关的所有信息,包括产品的原料配比和产品生产的工艺信息。配方由标题、公式、设备要求、程序及附加信息组成。其中程序是配方中最重要的一部分,根据 ISA S88 中的程序控制模型,配方中的程序由上至下分为程序(program)、设备单元程序(unitprogram)、操作(operation)和阶段(phase)四个层次。其中,阶段是程序控制模型中最基本的构件,它包括对元器件的离散控制、调节回路和联锁保护。选择和组合阶段,构成在一个设备单元内进行产品批量生产的单元操作,它定义了一个主要的、能够使被加工的物料发生化学或物理变化的加工顺序。进一步组合单元操作就构成了单元程序。最后,由设备单元程序按照规定的操作顺序来完成整个批量生产的程序。程序控制模型如图 3 所示:
三、 S88标准的核心思想
S88 给系统工程师提出了设计批量控制系统的指导原则,也就是 S88 标准的核心思想,那就是配方与设备控制程序相分离。这里所说的分离,指的就是配方的设计与设备控制程序的设计相互独立。将设备控制程序设计成一种相对固定的模块,这种模块被称为设备的程序元素。配方与设备控制程序仅仅在控制配方的程序元素与设备的程序元素之间实现结合,在其它方面两者不存在直接联系。配方的程序元素与设备要求这两项信息保证控制配方独一无二、不产生歧义地关联到某一特定设备的程序元素。
由此可见,要实现一个批量控制策略,首先必需进行过程分析,即分析一个产品批量生产过程的操作顺序。对批量生产过程进行分析时,一般通过带控制点的工艺流程图来了解被控对象,熟悉生产工艺,研究和分析批量生产过程固有的分层结构和模块化属性。进行过程分析的目的,是按照ISA S88标准中的物理模型来正确地划分设备单元、辨识产品的生产路径、各个元器件和设备的联锁保护以及按照程序控制模型来辨识基本的阶段。将工厂划分为设备单元,随之决定系统的最终规模,然后,把产品的生产程序在各个设备单元上分解为设备单元程序。设备单元程序是发生在一个单独的设备单元中的一组按顺序执行的操作,这些操作再细分为阶段。
四、 基于S88标准的批量控制系统组件定义
4.1 阶段(Phase)的定义
Phase 是批量控制系统中最小的单元,通常来说一个Phase 就对应一个顺序控制程序,这个程序是由一组命令和参数组成用来完成一个基本工艺过程,而且这个工艺过程是可以被选择和反复调用的。加料、搅拌、升温、搅拌、转料等都可以定义为一个阶段。
4.2 单元(Unit)的划分
单元的划分历来就是批量控制系统能否成功的关键环节,因为有两个主要原因:第一单元划分由工艺流程和工艺路径选择来决定,其划分的合理性涉及到程序的编写架构、有效性和灵活性。第二现在大多的批量控制软件都是以单元为计费单位,所以单元的划分会和项目的成本控制有很大的关系。单元一般是以釜、槽等物料存储、处理设备为主,附带或不附带其它组成设备,这样又可以根据这个原则,再作调整,使单元符合工艺要求。
4.3 配方(Recipe)的编写
目前批量控制软件一般都分为两个主要组成部分:一个是批量设备编辑软件;另一个是批量配方编辑软件。设备编辑软件主要是物理模型的建立过程,其主要包括了上面两节所描述的 Phase 的定义和 Unit 的划分。而配方编辑软件主要是工艺模型的建立。设备编辑软件的编写工作与控制系统关系紧密,一般是由控制系统工程师来编写。而配方编辑软件的工作主要涉及工艺流程的规划,一般由工艺工程师主导控制系统工程师辅助完成,其结构必须符合 S88 对程序控制模型的要求,从上到下分为procedure、unit procedure、operation 和 Phase,每一个配方都要包含这四层结构。在每层结构中都可以定义本层程序运行逻辑,之后的主要工作为程序运行逻辑框架的搭建和运行步骤转换条件的定义。
五、 批量控制的典型应用案例分析
下面以 UWinBatch 在某间歇性生产活性剂的精细化工装置上的应用来说明基于 ISA S88 标准的 DCS 批量控制是如何实现配方的批量控制的。此装置以 10 多种氧化物和催化剂为主要原料,生产 8 大类近 40 个牌号的产品,配方数量约为 40 种。
5.1 工艺流程简介
生产流程简要概括:当需要生产某种牌号的产品时,将相应的引发醇从装置中间罐区输送到反应釜中,边搅拌边加入一定量的催化剂,生成引发醇的钾盐。向反应釜充入惰性氮气,加压加热反应釜。保持反应釜内的反应温度,在一定时间内向反应釜中连续加入氧化物的混合物(取决于所需要的产品)。在加入氧化物同时,保持一定的反应压力。反应结束后,释放反应釜内压力,同时冷却反应釜。中和后的反应产物,经换热器冷却换热后,用泵抽出。产品经分析合格后,通过不同渠道输送出厂,从而完成一个批次产品的生产。图 4 为工艺流程图简介:
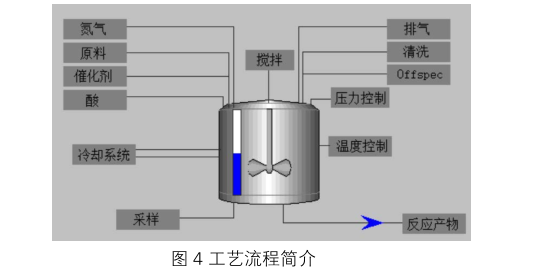
反应釜作为工艺流程中最重要的工艺生产单元,实现批量配方的关键控制都集中在反应釜中,需以较高的自动化程度来实现预先设定好的反应步骤,要对温度、压力等重要参数进行严格的调控。
5.2 批量控制实施步骤
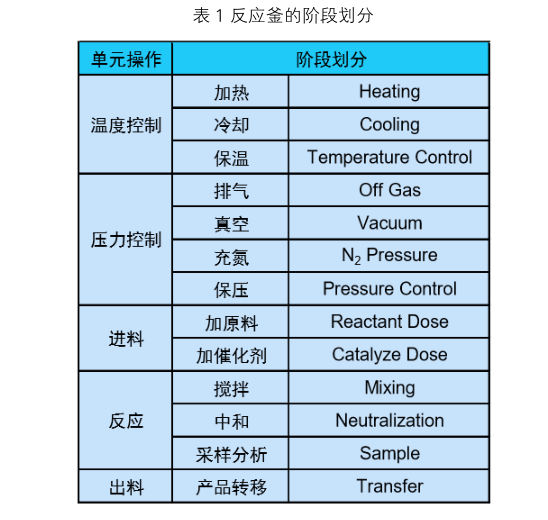
在项目实施阶段,按照 S88 规定的物理模型进行设计、组态和集成,完成系统功能。首先在进行工艺分析的基础上,对和反应釜相关工艺流程中的设备进行划分和组合。本着平衡灵活性和简单原则,定制相应的流程功能组,也就是基于子设备的思想在 Unit 中分解单元操作和阶段。反应釜典型的阶段划分如表 1 所示。
在完成物理模型的定义后,在配方编辑器(RecipeEditor)进行反应釜单元配方程序的编辑。该编辑器采用图形用户界面,使配方编辑工作简单易行,按照工艺流程来搭建配方程序组织架构,根据配方程序框图来调用设备模块,同时,建立配方参数和公式来完成主配方(MasterRecipe)和库的创建以及修改。
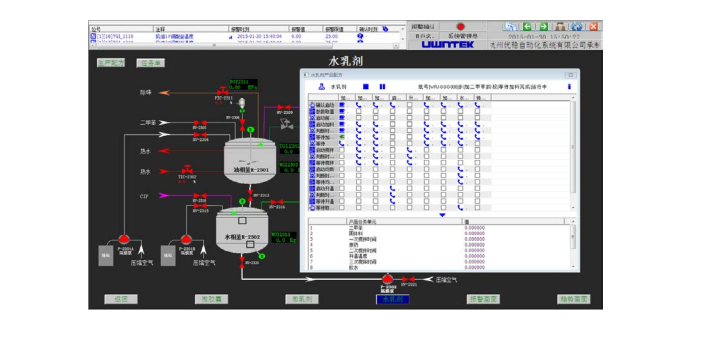
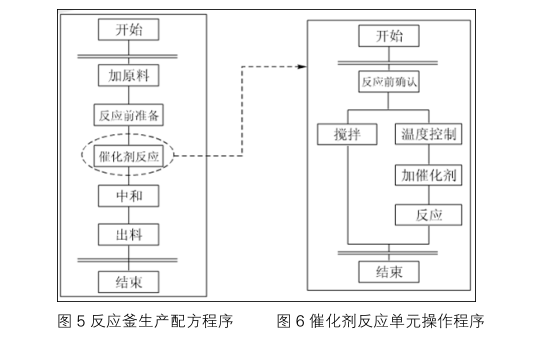
在生产、操作周期,通过批生产控制中心(BatchControl Center)来实现配方的运行、管理以及修改。比如生产 1# 牌号产品,该程序便启动主配方(MasterRecipe)库中 1# 牌号对应的配方,将配方公式和参数加载到图 5 所示的配方程序中,程序启动并运行至阶段层时,相应的控制模块和设备模块会按照之前的配方参数,控制表 1 中设备单元中相关的设备,从而实现该批次的批量生产,也就是完成了一次控制配方(Control Recipe)的执行。图 6 为与图 5 配方程序中“催化剂反应”单元操作相对应的程序功能图,该程序通过对控制器中搅拌、反应等设备阶段的调用,来完成指定的单元操作。
若生产其它牌号的产品,则按同样方式启动相应配方程序,即便是多达 30-40 种的配方均可方便地完成产品批次的转换。在需要生产新牌号的产品时,在配方编辑器中利用已建立好的主配方程序,根据新产品的要求来调整单元操作和阶段的执行顺序和相互关系,从而完成新配方的生成。这体现了ISA S88标准中配方与设备相分离的原则,配方作为程序控制用来规定操作顺序的,创建配方时不需要关系设备的内部逻辑,在修改配方时也没用必要对物理设备的控制逻辑进行重新编程或组态,只需改变程序功能图中各步之间的链接顺序或者通过公式改变配方参数即可,有效地减小了配方维护的难度,体现了批量控制柔性化的特点。
5.3 运行效果
从已投入运行的本精细化工装置的实际情况表明,基于 ISA S88 批量控制软件的控制系统稳定性强、可操作性好,提高了产品合格率、产品质量,可根据市场变化进行产品更换,新产品试制时间大幅度减少,产品灵活性大大提升,并提高了生产效率,大大减轻了维护人员的劳动强度,方便了生产管理,取得良好的经济效益和社会效益,得到了操作人员和管理人员的普遍欢迎。